






Empowering Canada’s Automation Revolution
Delivering innovative automation solutions to optimize manufacturing and improve workplace efficiency across Canada since 1959. We offer custom and off-the-shelf systems to boost productivity, reduce downtime, and meet the evolving demands of performance and quality.
The Next Revolution in Servo Performance
Sigma-X is a complete family of servo motors and SERVOPACK amplifiers from 3W to 15kW, easily paired with a Yaskawa machine controller to create a motion automation system with the industry’s highest quality and reliability.

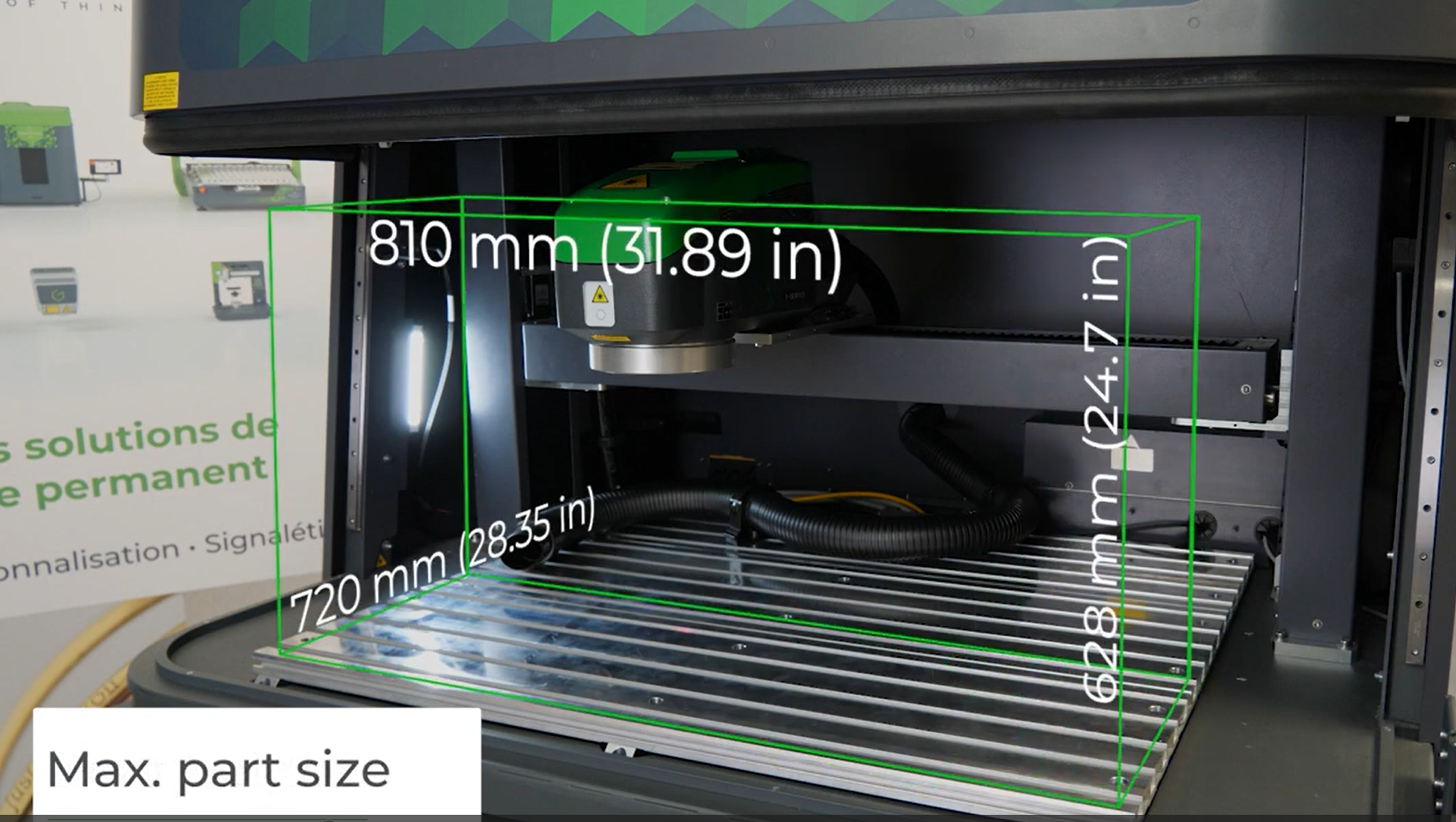
LW3: Large Format Class 1 LASER Enclosure
The only Gravotech class 1 laser enclosure for large direct part marking. The LW3's large workspace enclosure brings adaptability and ease of use for your ID and traceability requirements.
High Speed, Resolution & Flexibility
This advanced vision system provides a powerful, yet easy-to-use, solution for automated inspections. Embedded with a full set of robust rule-based tools and innovative edge learning technology, In-Sight 3800 solves a wide range of manufacturing applications, from defect detection and assembly verification to character reading and more

Snap Signal: IIoT Made Easy
This smart-factory portfolio forms an overlay network by capturing signals from existing and new devices, converting them to a unified protocol, and then distributing them to monitoring platforms for consumption.

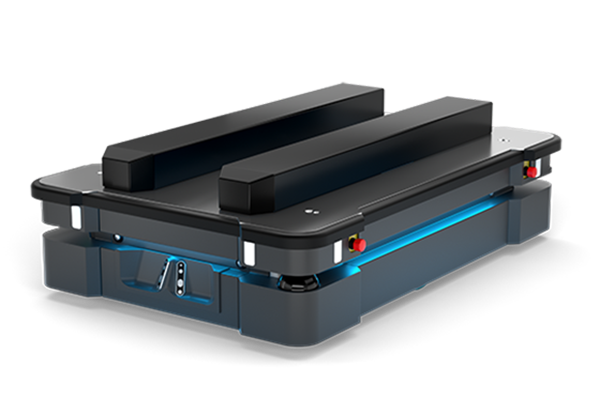
Optimize your logistics workflows
MiR robots help optimize your internal logistics and take over monotone and time-consuming tasks allowing the employees to focus on more value-adding work.
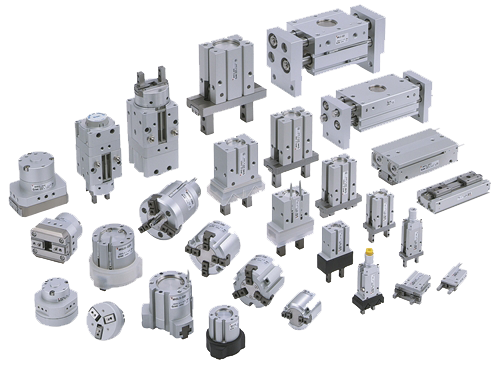
Elite Distributor of SMC
We are proud to be recognized as an elite distributor of SMC in Canada! 🥇
Industrial And Automation Conveyors
Dorner’s wide variety of industrial, precision and sanitary conveyance solutions are designed to optimize your efficiency and productivity.
Our Core Technologies

Transform Your Vision into Reality
Our team of highly skilled applications solutions specialists are dedicated to providing tailored solutions for your applications. With their expertise and in-depth knowledge, they can assist you in sizing and solving various challenges related to your applications. Whether you require assistance in selecting the right components, optimizing system performance, or troubleshooting complex issues, our team is equipped to guide you every step of the way.
100% Canadian Company
Technical Support
Feasibility Reports
Factory Repair Center
Product Training
Canada's Leading Automation Hub
Shelley Automation is a dynamic technology-driven company that provides leading edge automation solutions in the Canadian marketplace. We deliver both off-the-shelf and custom solutions to optimize our customer’s manufacturing process while improving the workplace for their operators. We collaborate with our partners and end users to help boost productivity and minimize machine downtime. Since 1959, our mission has been to build long-term partnerships with our customers, working together, to ensure tomorrow’s increasing demand for performance and quality.
Our Partners At A Glance
Complete Robotic Solutions For End-To-End Automation
Application-based collaborative robots deliver game-changing efficiency by combining precision, flexibility, and ease of use in real-world tasks like welding, sanding, and palletizing. Pre-engineered for specific applications, these cobots reduce setup time, streamline workflows, and improve consistency—empowering your team to focus on higher-value work. Whether you’re automating one station or scaling across your facility, these solutions are designed to deliver fast ROI and long-term productivity.


Intelligent Electromechanical & Motion Control Solutions
At Shelley Automation, we specialize in delivering cutting-edge electromechanical and motion control solutions designed to optimize precision, efficiency, and performance in industrial automation. Our comprehensive portfolio includes servo motors, actuators, drives, linear motion systems, and complete mechatronic assemblies—supported by trusted global partners and proven engineering expertise.
Next Generation Pneumatic Solutions
At Shelley Automation, we specialize in delivering cutting-edge electromechanical and motion control solutions designed to optimize precision, efficiency, and performance in industrial automation. Our comprehensive portfolio includes servo motors, actuators, drives, linear motion systems, and complete mechatronic assemblies—supported by trusted global partners and proven engineering expertise.
